


Kategorienübersicht
- Schweißgeräte
- Pneumatik
- Werkstattschränke
- Karosserie-Reparaturen
- Plasmaschneider
- Schweißkühler
- Induktionsheizgeräte
- Schweißnaht-Reinigungsgeräte
- Werkstattwagen und Montageliegen
- Schweißmaterialien
- Schweißzubehör
- Gastechnik
- Schweißhelme und Zubehör
- Ersatzteile
- Werkzeuge
- Schutzausrüstung
- Schleifmittel
- Schweißbrenner
- Schweißchemie
- Batterieladegeräte
- ❗️Lagerräumung ❗️
- Großhandelsangebote
 Neue Artikel
Neue Artikel- Im Angebot
Welder Fantasy JET TIG II AC/DC 200-S SPOT IGBT








Beschreibung
WELDER FANTASY INVERTER SCHWEIßGERÄT JET TIG AC/DC 200-S SPOT/COLD
Hersteller: Welder Fantasie | Schweißverfahren: MMA, WIG, | Stromversorgung: 230V | Schweißstrom: 200A | Wirkungsgrad: 60 % |
STANDARD AUSRÜSTUNG
- Welder Fantasy JET TIG II AC/DC 200-S IGBT-Schweißgerät,
- PARKER SUREGRIP SGT26 FLEX TIG SRT 26-4m Schweißbrenner - einstellbarer Schweißstrom,
- 3m Massenhalter,
- 3m Elektrodenhalter,
- Bedienungsanleitung und Garantiekarte.
- Das Gerät ist mit einem Industriestecker 230V 32A ausgestattet.
Welder Fantasy ist eine Marke, die 1991 von FACHWIEC gegründet wurde. WIG/MMA-Inverter-Schweißgeräte, halbautomatische MIG/MAG-Schweißgeräte, Plasmaschneider und andere Geräte mit der Marke Welder Fantasy werden seit vielen Jahren von Tausenden von Werkstätten und Unternehmen in Polen und im Ausland geschätzt. Die Marke Welder Fantasy ist:
- Die höchste Qualität der Geräte,
- Zuverlässigkeitsgarantie,
- hohe Arbeitsparameter,
- Führend auf dem polnischen Markt.
Das Gerät der Spitzenklasse setzt neue Maßstäbe unter den AC/DC-Schweißgeräten, und das benutzerfreundliche Bedienfeld gewährleistet die Auswahl aller notwendigen Betriebsparameter.
Welder Fantasy JET TIG II AC/DC 200 SPOT IGBT-Industriegeräte sind mikroprozessorgesteuerte Schweißquellen, die auf IGBT-Technologie basieren und zum Schweißen geeignet sind:
- Kohlenstoff-, rostfreie und säurebeständige Stähle
- Kupfer, Messing, Magnesium, Titan
- alle Aluminiumlegierungen
TECHNISCHE DATEN:
- Stromversorgung: 1~230V 50Hz
- Leistungsaufnahme WIG/MMA: 6 kVA
- Zeitverzögerter Schutz min.: 20A TYP C
- Isolationsklasse: F
- Gehäuseschutzart: IP21
- Abmessungen: 575 x 230 x 435 mm
- Gewicht: 26 kg
- WIG-DC-Schweißstrombereich: 3-200 A
- WIG AC-Schweißstrombereich: 5-200 A
- WIG-Wirkungsgrad 60 %: 200 A
- WIG-Wirkungsgrad 100 %: 160 A
- Wellenform: Rechteck, Trapez, Dreieck, Sinus
- Anpassung der Wechselstromfrequenz: 20-250 Hz
- Strombilanz im AC-Modus: 5 % - 95 %
- Gas starten / AC/DC-Modus beenden: 0-10 / 0-25 Sek
- Anfangs- / Endstrom DC-Modus: 3-200 / 3-200 A
- Start-/Endstrom AC-Modus: 5-200 A
- Anstiegs-/Abfallzeit AC/DC-Modus: 0-10 s / 0-10 s
- AC/DC-Impulsbasis: 3-100 %
- AC/DC-Impulsdauer: 5 % - 95 %
- Erweiterte AC-Mischstromfrequenz: 0,1-10 Hz
- Pulsstromfrequenz Standard DC: 0,1-500 Hz
- Pulsfrequenz Standard AC Square (Quadrat): 0,1-250 Hz
- Pulsfrequenz Standard AC Soft Rechteck, Dreieck, Sinus: 0,1–250 Hz
- WIG-Lichtbogen-Zündfunktion: HF (Ionisator) / LIFT
- MMA / VRD MMA Leerlaufspannung: 70 / 21 V
- MMA DC+ / DC- Schweißstrombereich: 10-160 A
- Wirkungsgrad MMA 60 %: 160 A
- MMA-Wirkungsgrad 100 %: 130 A
- LICHTBOGENKRAFT: 0-100%
- HEISSSTARTZEIT: 0-2 Sek
- HOT START STÄRKE: 0-100 %
IGBT-TECHNOLOGIE
Moderne Technologie basierend auf Bipolartransistoren mit isoliertem Gate. Es kombiniert die einfache Steuerung von Feldeffekttransistoren mit der hohen Durchbruchspannung und Schaltgeschwindigkeit von Bipolartransistoren. Der Einsatz der IGBT-Technologie verlängert den zuverlässigen Betrieb von Schweißgeräten erheblich.
SICHERHEITSSTUFE
IP definiert den Grad, bis zu dem das Gerät widerstandsfähig gegen das Eindringen von Feststoffen und Wasserverunreinigungen ist. IP21 bedeutet, dass das Gerät für den Betrieb in geschlossenen Räumen geeignet ist.
MMA
Ein Verfahren, das eine beschichtete Elektrode verwendet, die aus einem Metallkern besteht, der mit einer Ummantelung bedeckt ist. Der Schweißer führt die Elektrode beim Aufschmelzen in das Werkstück ein, um eine konstante Lichtbogenlänge aufrechtzuerhalten. Das Gerät ermöglicht das Schweißen mit allen Arten von Elektroden, z.B. basisch, zellulose-, rutil- oder sauer.
VRD
VRD-Funktion (Voltage Reduction Device), die im MMA-Modus verfügbar ist - ein Modul, das die Ruhespannung (Leerlauf) des Sekundärkreises des Geräts reduziert). Erhöht die Sicherheit und reduziert das Risiko eines Stromschlags.
LICHTBOGENKRAFT
Die Lichtbogenstabilisierungsfunktion hält den Wert der Schweißlichtbogenspannung unabhängig von seiner Länge aufrecht und erleichtert die Kontrolle der Spritzermenge.
HEISSER START
Wenn der Lichtbogen gezündet wird, wird der Schweißstrom vorübergehend erhöht, um das Material und die Elektrode an der Kontaktstelle zu erwärmen und den Einbrand und die Schweißfläche in der Anfangsphase des Schweißens richtig zu formen
ZULÄSSIGE GERÄTE FÜR SCHWEISSVERFAHREN:
WIG-DC-Lift-Arc - Bei der WIG-Methode (Tungsten Inert Gas) wird der Lichtbogen in einem Schutzgas (Argon) zwischen dem geschweißten Element und einer nicht abschmelzenden Elektrode aus reinem Wolfram oder Wolfram mit Zusätzen gezündet. Im WIG-Lift-Arc-Modus wird der Lichtbogen gezündet, wenn die Elektrode das Werkstück berührt. Im WIG-DC-Modus ist der Strom konstant.
WIG DC HF - Um die Möglichkeit einer Wolframkontamination der Schweißnaht vollständig auszuschließen, wird empfohlen, dass die Elektrode das Werkstück nicht berührt; Dazu wird eine berührungslose Lichtbogenzündung durch hochfrequente Entladungen verwendet, die durch den im Gerät eingebauten Ionisator erzeugt werden.
WIG DC PULS Lift-Arc - der Lichtbogen wird durch Kontakt der Elektrode mit dem zu schweißenden Material gezündet, die Impulsfunktion ermöglicht das Schweißen dünner Elemente durch periodische Änderungen der Stromstärke.
TIG DC PULS HF - berührungslose HF-Zündung mit einem Ionisator im WIG DC PULS-Modus
WIG AC Lift-Arc - eine Funktion, mit der Sie Aluminium mit Wechselstrom schweißen können, der beim Schweißen von Aluminium die Funktion der kathodischen Reinigung erfüllt. Dank der Einstellmöglichkeit des Parameters AC BALANCE, d. h. des Gleichgewichts des Wechselstroms, ist es möglich, das Verhältnis der Dauer seiner Phasen zueinander einzustellen.
WIG AC HF - eine analoge Funktion zum Schweißen von Aluminium mit Wechselstrom, die Zündung erfolgt berührungslos durch den vom Ionisator erzeugten Hochfrequenzstrom
WIG AC PULS Lift-Arc -Schweißen in diesem Modus ist eine Kombination aus der Verwendung von Wechselstrom mit Impuls, die das Schweißen von sehr dünnen Aluminiumelementen ermöglicht. Der Lichtbogen wird durch Kontakt der Elektrode mit dem Schweißgut gezündet.
TIG AC PULS HF - eine Funktion, die das Schweißen dünner Aluminiumelemente ermöglicht. Berührungslose Zündung durch Verwendung eines Ionisators.
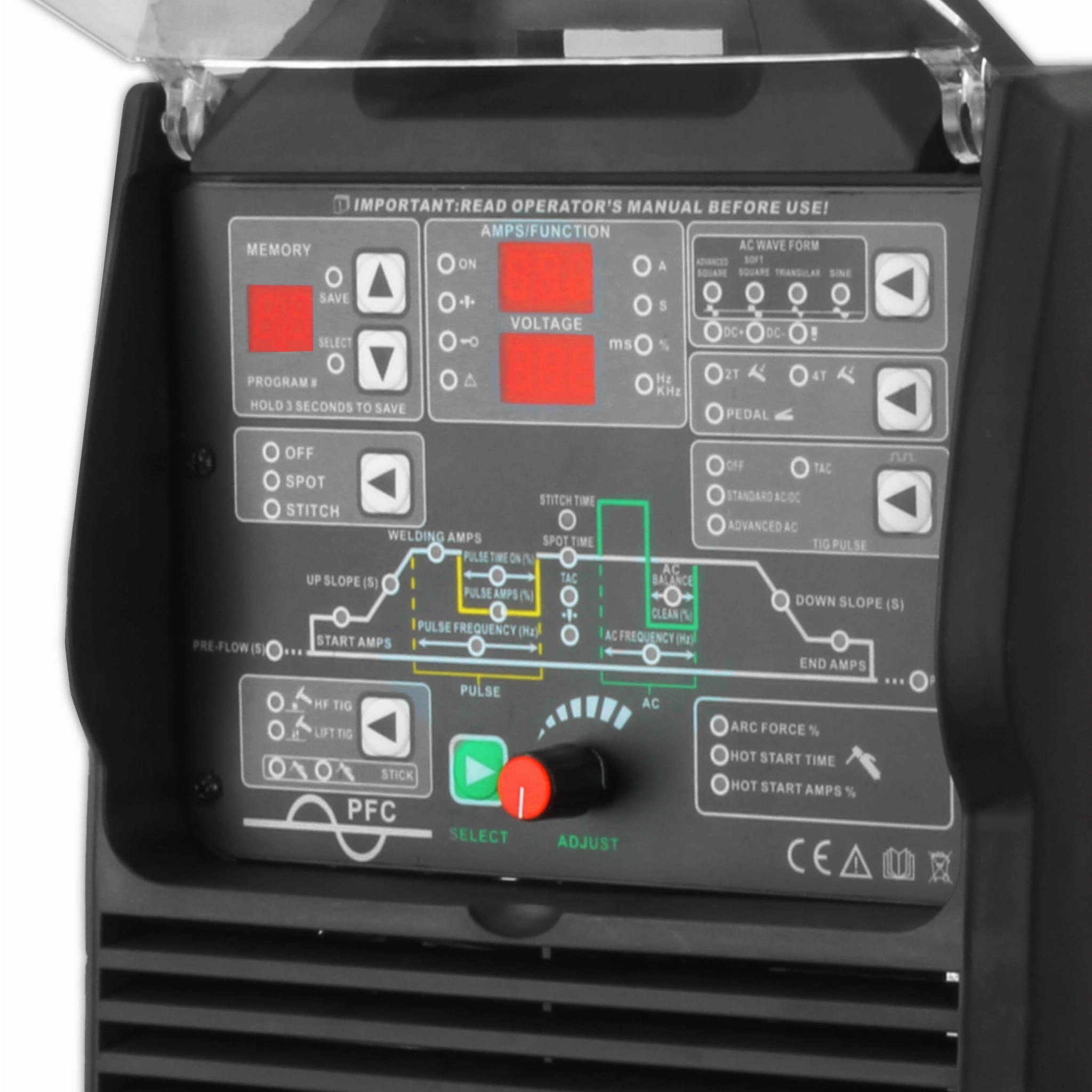
PANELFUNKTIONEN:
Möglichkeit, vom Benutzer programmierte Werkseinstellungen für das Aluminium- und Stahlschweißen zu verwenden (60 Speicherkanäle). Wellenformauswahl:
- ADVANCED SQUARE - eine rechteckige AC-Wellenform ermöglicht das Schweißen von Aluminium mit Magnesiumzusatz
- SOFT SQUARE - eine trapezförmige AC-Wellenform wird zum Schweißen von Aluminium mit Siliziumzusatz verwendet
- DREIECKIG – Die Einstellung der dreieckigen Stromwellenform ist optimal zum Schweißen dünner Komponenten, einschließlich eloxiertem Aluminium
- SINE - sinusförmige Wellenform wird zum Schweißen von reinem Aluminium empfohlen 99,999%
WIG AC + DC - die Funktion ADVANCED AC ermöglicht das Schweißen mit Mischstrom AC DC - In einem Zyklus erfolgt ein Übergang zwischen Wechselstrom AC und Gleichstrom mit negativer Polarität DC(-). Dieser Zyklus wird während des gesamten Schweißvorgangs wiederholt. Das Mischstromschweißen ist besonders nützlich, wenn Elemente mit unterschiedlichen Dicken verbunden werden sollen. Außerdem reduziert es die Geräuschemissionen im Vergleich zum Wechselstromschweißen.
WIG-KALTSCHWEISSEN - die Funktion erzeugt in sehr kurzer Zeit (bis zu 0,001 s) Schweißlichtbögen mit hoher Leistung. Dies ermöglicht das Fügen von geschweißten Elementen ohne Zugabe eines Binders, auch bei artfremden Materialien. Die Funktion COLD WELDING ist besonders nützlich beim Verbinden von Elementen mit einer Dicke von weniger als 1 mm, beim Auftragen von Kanten und überall dort, wo es darauf ankommt, die geschweißten Elemente so wenig wie möglich zu erhitzen.
MMA DC+ - Das MMA-Verfahren verwendet eine beschichtete Elektrode, die aus einem Metallkern besteht, der mit einer Beschichtung bedeckt ist. Zwischen dem Ende der Elektrode und dem zu schweißenden Material wird ein Lichtbogen erzeugt. Der Lichtbogen wird gezündet, indem die Spitze der Elektrode das Werkstück berührt. MMA DC+ bedeutet Schweißen mit positiver Polarität – es entsteht mehr Wärme im Material und weniger in der Elektrode.
MMA DC- - Der Unterschied zu MMA DC+ besteht darin, dass die Polarität im MMA DC - Modus negativ ist, sodass die Wärmeverteilung umgekehrt wird - es wird mehr Wärme an der Elektrode und weniger im geschweißten Material erzeugt.
MMA VRD DC+ - verfügbar im MMA DC+-Modus, die VRD-Funktion (Voltage Reduction Device - ein Modul, das die Ruhespannung des Sekundärkreises des Geräts reduziert. Erhöht die Sicherheit und reduziert das Risiko eines Stromschlags. Die Funktion schaltet sich aus und ein die Schweißstromversorgung, wenn der Widerstand während des Schweißens zwischen den Enden der Elektrode - dem geschweißten Element - gemessen wird.
MMA VRD DC- - verfügbar im MMA DC- Modus, die VRD (Voltage Reduction Device) Funktion funktioniert genauso wie MMA VRD DC+, der Unterschied liegt in der negativen Polarität.
STELLE
Das WIG-PUNKT-Schweißen wird zum überlappenden Verbinden (Heften) von dünnen Blechen (bis 1,5 mm, beim Bohren bis 5 mm - Loch-Punkt-Verbindung) aus Stahl, legierten Stählen sowie zum Verbinden von Blechen vor dem Stumpfschweißen verwendet.
Das Verfahren besteht darin, einen kurzen thermischen Impuls (0,1–4 s) einzuführen, währenddessen die vom Lichtbogen betroffene Oberfläche des Blechs geschmolzen und mit dem direkt darunter liegenden Blech verschweißt wird.
PULSE TAC
Es ermöglicht ein effizientes Verbinden dünner Bleche bei gleichzeitig geringem Wärmeeintrag, wodurch die Verformung des Materials erheblich reduziert wird. Die hohe Frequenz des pulsierenden Stroms ermöglicht sehr schnell die Bildung eines Schmelzbades, was zur sofortigen Bildung einer Schweißnaht, einer Heftnaht, führt.
In diesem Modus ist es möglich, die geschweißten Elemente mit einer Reihe kurzer Schweißnähte vorzufügen, wodurch die Vorpositionierung der geschweißten Elemente relativ zueinander ermöglicht wird.
RUNDUNG DER ELEKTRODE
Es ermöglicht ein kurzzeitiges Zünden des Lichtbogens, um die Spitze der angespitzten Elektrode abzuschmelzen und auf ihrer Oberseite eine Rundung zu bilden.
Die abgerundete Spitze der Elektrode verhindert das Wandern des Schweißlichtbogens, der durch eine unzureichende Vorbereitung der nicht abschmelzenden Elektrode verursacht werden kann. Ein zusätzlicher Vorteil der Verwendung einer abgerundeten Elektrode ist eine größere Eindringtiefe.
PFC
Leistungsfaktorkorrektur – Erhöhung des Leistungsfaktors auf einen Wert, der so nahe wie möglich an 100 % liegt, um Leistungsverluste in Übertragungsleitungen zu reduzieren.
2T/4T
2T - Durch Drücken der Schweißbrennertaste wird das Gas vorströmen gelassen, dann der Lichtbogen gezündet und mit dem Schweißen begonnen. Beim Loslassen der Taste erlischt der Lichtbogen und das Gas strömt.
4T - Durch Drücken und Loslassen des Schweißbrennerknopfes wird das Gas vorströmen gelassen, dann der Lichtbogen gezündet und mit dem Schweißen begonnen. Wenn die Taste gedrückt und wieder losgelassen wird, erlischt der Lichtbogen und das Gas strömt.
VORGAS
Einstellung der Schutzgas-Strömungszeit vor dem Schweißen.
POST-GAS
Einstellung der Schutzgas-Strömungszeit nach dem Schweißen.
AUFSTIEGSZEIT
Schweißstrom-Anstiegszeit vom Anfangsstrom bis zum eingestellten Schweißstromwert.
ABFAHRTZEIT .
Die Zeit, die der Schweißstrom benötigt, um vom eingestellten Wert auf Null oder den Wert des Kraterstroms abzufallen.




